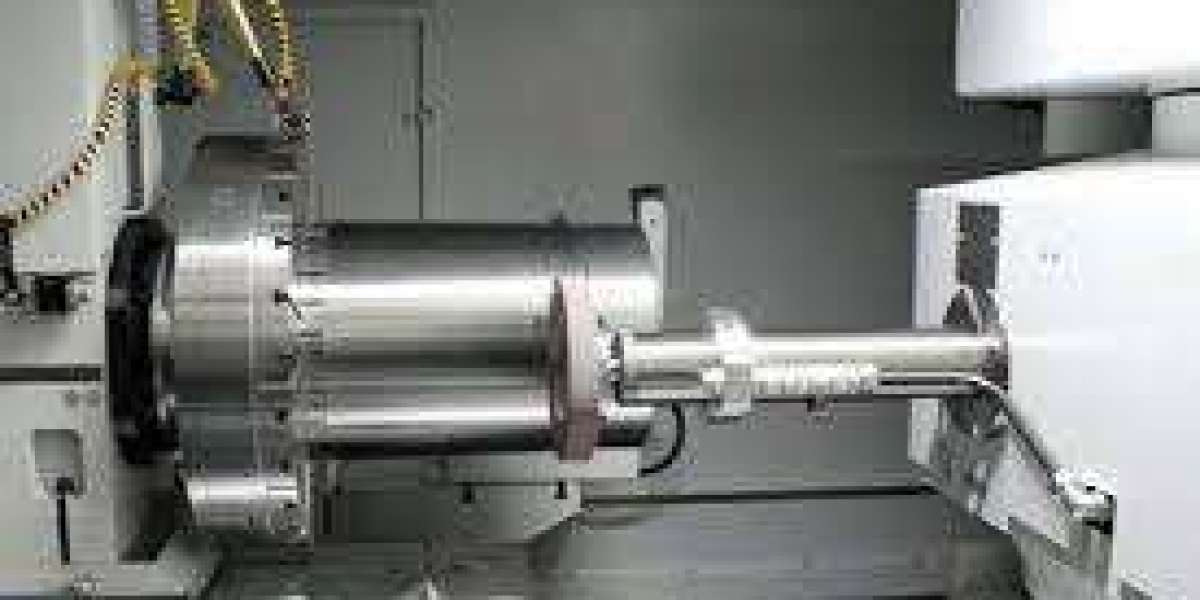
Cylindrical grinding is a precision machining process used to achieve highly accurate dimensions and surface finishes.
Cylindrical grinding is a precision machining process used to achieve highly accurate dimensions and surface finishes. However, various issues can arise during this process, leading to suboptimal results. Identifying and resolving these problems is crucial for maintaining quality and efficiency. Here are common cylindrical grinding issues and cylindrical grinding troubleshooting tips.1. Poor Surface FinishCauses:Wheel Dullness: A dull grinding wheel can cause poor surface finish.Incorrect Wheel Grade: Using a wheel that is too hard or too soft.Improper Wheel Speed: Wheel speed not matched to the workpiece material.Solutions:Dressing the Wheel: Regularly dress the grinding wheel to maintain its sharpness.Selecting the Right Wheel: Choose a wheel with an appropriate hardness for the material being ground.Adjusting Wheel Speed: Optimize the wheel speed to ensure effective material removal and surface finish.2. Roundness ErrorsCauses:Machine Misalignment: Misaligned machine components can cause roundness issues.Wheel Wear: Uneven wear on the grinding wheel can affect roundness.Workpiece Movement: Improper workpiece clamping or movement during grinding.Solutions:Machine Calibration: Regularly check and calibrate the machine to ensure proper alignment.Wheel Dressing: Ensure the grinding wheel is uniformly dressed.Proper Clamping: Secure the workpiece properly to prevent movement during grinding.3. Chatter MarksCauses:Vibration: Vibration from the machine or external sources.Wheel Balance: Imbalanced grinding wheel causing oscillations.Loose Components: Loose machine components or fixtures.Solutions:Reduce Vibration: Isolate the machine from vibration sources and use anti-vibration mounts.Balance the Wheel: Regularly balance the grinding wheel to prevent oscillations.Tighten Components: Ensure all machine components and fixtures are securely fastened.4. Burn MarksCauses:Excessive Heat: Generated from high cutting forces or insufficient cooling.Wheel Hardness: Using a grinding wheel that is too hard for the material.Inadequate Coolant Flow: Insufficient coolant reaching the grinding zone.Solutions:Adjusting Parameters: Reduce feed rates and wheel speeds to lower cutting forces.Selecting Softer Wheels: Use a softer grinding wheel to prevent excessive heat generation.Improving Coolant Flow: Ensure an adequate and consistent flow of coolant to the grinding zone.5. Size VariationCauses:Thermal Expansion: Heat causing expansion of the workpiece or machine components.Wheel Wear: Progressive wear of the grinding wheel leading to size variation.Machine Stiffness: Insufficient stiffness in the grinding machine structure.Solutions:Control Temperature: Maintain a stable temperature in the work environment and use coolant effectively.Monitor Wheel Wear: Regularly check and compensate for wheel wear during grinding operations.Enhance Machine Stiffness: Use a machine with adequate stiffness or reinforce the machine structure.ConclusionEffective troubleshooting of cylindrical grinding issues involves understanding the root causes and applying targeted solutions. Regular maintenance, proper machine setup, and the correct selection of grinding parameters are essential for achieving optimal grinding performance. By addressing common issues such as poor surface finish, roundness errors, chatter marks, burn marks, and size variation, operators can ensure high-quality results and prolong the life of grinding equipment.


 Планируете заказать аттестат у надежного исполнителя? Заходите!
Планируете заказать аттестат у надежного исполнителя? Заходите!
 Как возможно быстро приобрести аттестат в онлайн магазине
Как возможно быстро приобрести аттестат в онлайн магазине
 Taste, Explore, Discover the Must-Visit Places in Kuala Lumpur for Every Type of Traveler
By Zahra zaik
Taste, Explore, Discover the Must-Visit Places in Kuala Lumpur for Every Type of Traveler
By Zahra zaik Интернет магазин, в котором возможно заказать диплом университета
Интернет магазин, в котором возможно заказать диплом университета
 Ценообразование дипломов - обзор специалистов
Ценообразование дипломов - обзор специалистов





